Это нормально скептически относиться к настройкам используемого резака или идти к печатной платформе, когда 3D-печать идет ужасно и неожиданно. В конце концов, один параметр выкрашивания может привести к засорению сопла, а также к другим бедам 3D-печати.
Но иногда проблема находится на уровне используемых потоков. Диагностика таких проблем и знание того, как полностью их предотвратить, являются базовыми навыками 3D-печати, которые являются ключом к тому, чтобы избежать бесполезного устранения неполадок в другом месте. Проверять Как начать карьеру в XNUMXD-печати.

Если проблемы с 3D-печатью возникают, несмотря на хорошие методы обслуживания нарезки и оптимизации принтера, изучение этих ошибок при обращении с нитью может помочь вам сэкономить день.
1. Обеспечьте совместимость хот-энда используемой нити
Подавляющее большинство засоров, о которых сообщают новички в 3D-печати на недорогих принтерах, можно отнести к использованию нитей, которые слишком горячие для настройки стандартной экструзии. Чтобы снизить производственные затраты, эти принтеры позволяют покрытию PTFE соприкасаться с соплом. Хотя это экономит деньги на дорогостоящих автоматических тепловых сепараторах, в зоне плавления также используются трубы из ПТФЭ.

Но это шокирующая идея, потому что ПТФЭ начинает выделять химические вещества, которые могут повредить головку при печати филаментов, таких как АБС, нейлон и поликарбонат, которые текут при температурах выше 250°C. Помимо буквального выброса различных реагентов, быстрый износ тефлоновых трубок также приводит к засорению форсунок.
Как предотвратить засорение сопла и повреждение головки
Решение простое. Просто установите цельнометаллический горячий наконечник, как подробно описано в Руководство по обновлению Эндер-3. При этом трубка из ПТФЭ находится на безопасном расстоянии от зоны расплава, что исключает вероятность засорения сопла и выделения токсичных газов. Большинство популярных 3D-принтеров имеют термосепараторы, которые превращают горячую заготовку в цельнометаллическую за небольшую часть стоимости.
2. Эластичные нити не подходят для боуденовской экструзии.
Засорение сопла в недорогих принтерах не ограничивается перегревом вкладышей из ПТФЭ. Даже гибкие нити, такие как TPE и TPU, которые используют охладитель печати, плохо работают с принтерами начального уровня, использующими экструдеры Bowden. Проще говоря, сложно протолкнуть гибкие нити через длинные трубки Боудена. Это похоже на то, как спустить веревку по шлангу, что требует высоких подтягиваний без особых усилий.
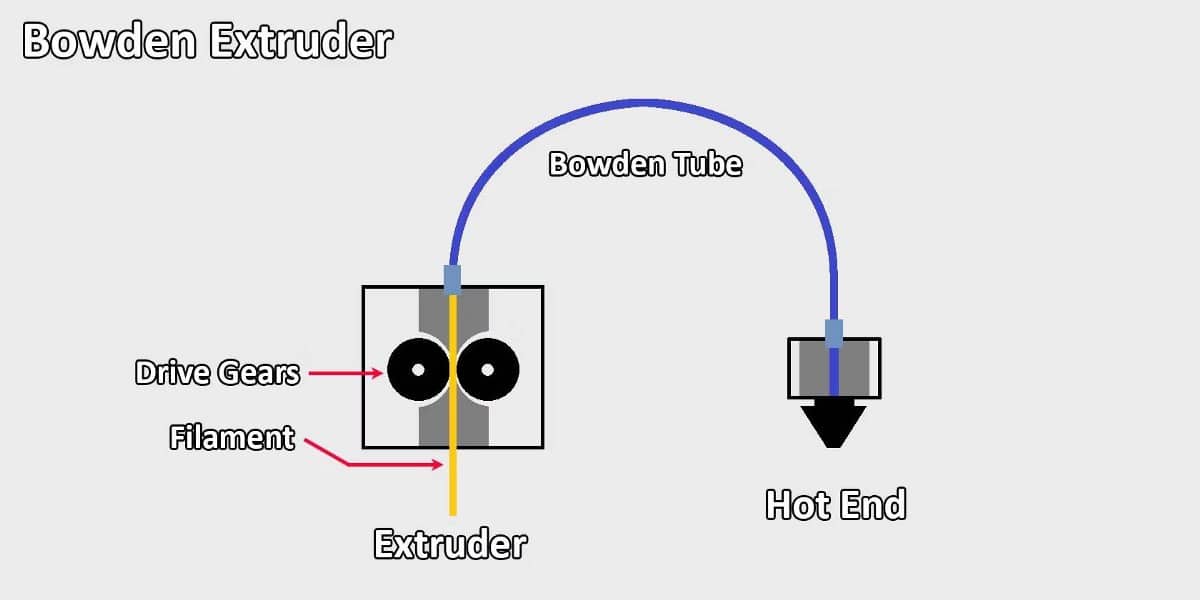
Как надежно печатать гибкими материалами
Для печати гибких нитей рекомендуется использовать экструдер с прямым приводом, особенно если вы предпочитаете сверхтонкие нити с меньшей жесткостью. По-настоящему гибкая универсальность требует специализированных экструдеров с короткими нитями. Но если вы настаиваете на использовании экструдеров Боудена, вам придется придерживаться более жестких гибких нитей и значительно снизить скорость печати.
3. Остерегайтесь запутанных нитей
Если вы думали, что спутанные провода наушников раздражают, просто подождите, пока вы не столкнетесь с клубками на катушках с нитками. Подобно пресловутому дамоклову мечу, взаимосвязанные барабаны — это бомбы замедленного действия, которые только и ждут, чтобы уничтожить высокие печатные объекты. Такое переплетение не представляет сложности даже благодаря относительно высокой жесткости нитей. Таким образом, это выглядит как единая петля, которая в конечном итоге приводит к сбою подачи нити.
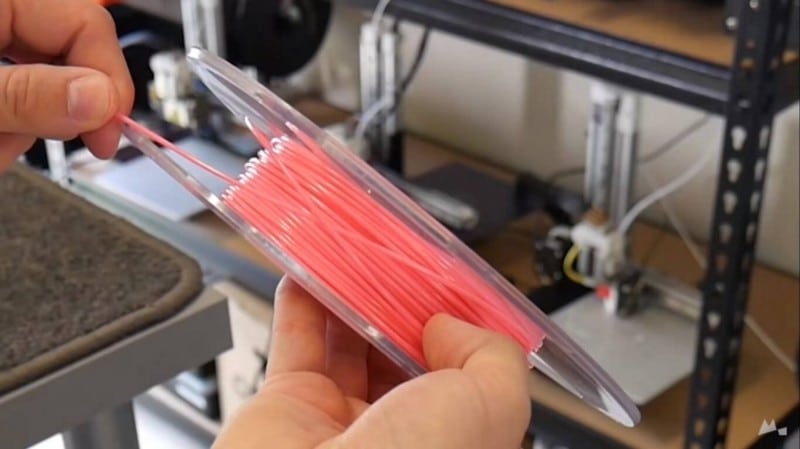
Как предотвратить запутывание ниток
Чтобы предотвратить запутывание катушек с нитками, необходимо следовать одному основному правилу: не позволяйте свободному концу нити улетать обратно в катушку. Как только это случается, оно всегда проскальзывает под шальной петлей нити, которая на мгновение исчезает. В следующий раз, когда вы найдете свободный конец, вы уже сформировали кольцо, которое в конечном итоге затянется, что приведет к сбою подачи нити, что приведет к повреждению отпечатка.
Именно поэтому производители ниток прилагают большие усилия, чтобы плотно соединить ослабленный конец нити со шпулькой. Почти все катушки с нитками также имеют приспособление для прикрепления свободного конца, чтобы он был надежно закреплен. Если производитель нити не реализовал эту функцию, следующим лучшим решением будет 3D-печатная катушка клипера для нити.
4. Гигроскопичны ли нити?
Отказ от колеса PLA и переход на PETG — горько-сладкий опыт для большинства энтузиастов 3D-печати. Хотя PETG менее устойчив, чем PLA, большинство новичков удивляет склонность материала впитывать влагу по сравнению с PLA.
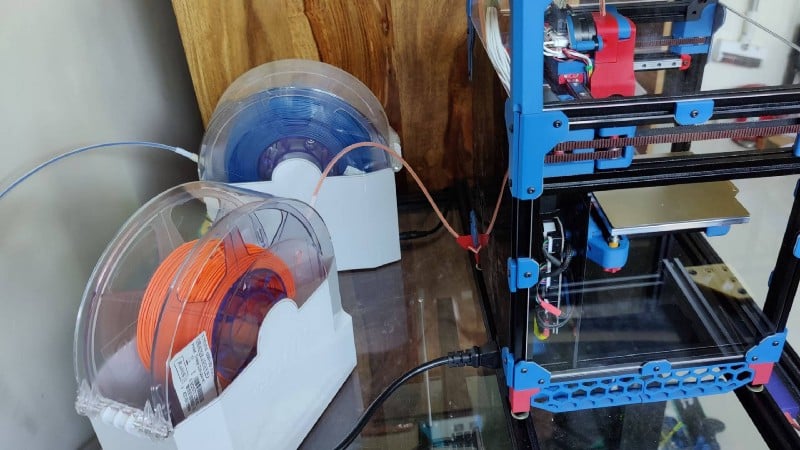
Влажная нить может привести ко всему, от плохого качества печати до полного отказа печати, и проблема не возникает легко, если вы не знаете, что искать. Почти все передовые нити для 3D-печати имеют тенденцию быть несколько влажными, а печать нейлоном и поликарбонатом невозможна без надлежащего оборудования для сушки нити.
Как вы относитесь к гигроскопичным нитям?
Для начала сделайте привычкой хранить эти пряди в герметичных пакетах вместе с осушителем, таким как гранулы силикагеля, чтобы поглотить существующую влагу. Это предотвратит поглощение фитилем дополнительной влаги при хранении. Однако это не способствует удалению влаги, уже впитавшейся в нить.
Для этого вам понадобится средство, предназначенное для сушки прядей. Относительно недорогие сушилки для нитей, разработанные для потребительских 3D-принтеров, прекрасно работают, если вы правильно выбираете нагреватель и используете шарики силикагеля для поглощения влаги. Сушилки для пищевых продуктов также отлично работают.
Однако нейлон, PEEK и поликарбонат в некоторой степени требуют печей с PID-контролем для надежной сушки этих нитей. Обычные печи дешевле, но в них отсутствует точный контроль температуры, который отличает полностью сухую нейлоновую катушку от очень дорогой копии нейлоновой катушки, напечатанной на 3D-принтере. Проверять Сравнение 3D-моделирования и 3D-рендеринга: в чем разница?
5. Всегда обращайтесь к техническому описанию
Хотя у нас может быть общее представление об обычно используемых диапазонах температур для различных типов резьбы, никогда не делайте ошибку, предполагая правильную настройку для конкретного типа резьбы. Это важно в связи с распространением специализированных смесей, используемых различными производителями пряжи.
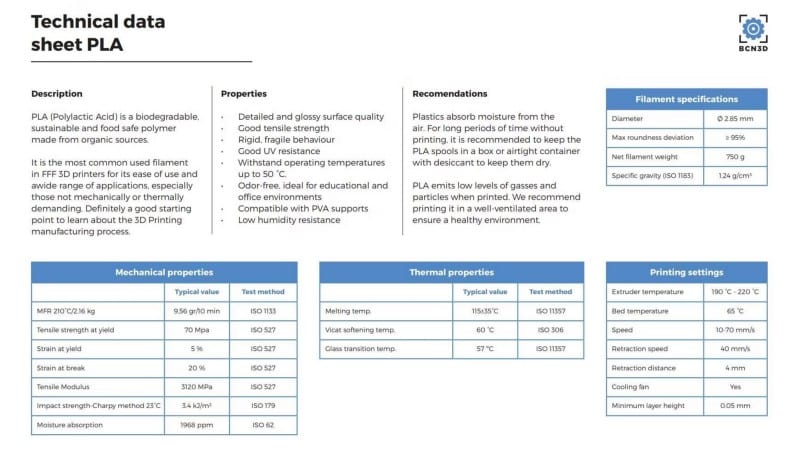
В зависимости от того, намеревается ли производитель упростить печать сложной нити или улучшить ее прочность, температура сопла и скорость печати могут сильно различаться для одного и того же типа нити. К счастью, эти важные настройки указаны в техническом описании. Все, что вам нужно сделать, это прочитать его и использовать эти настройки в качестве основы для настройки параметров нарезки.
6. Будьте осторожны с установленными нитями
Есть специализированные смеси нитей, а есть композитные нити. Последний тип включает армирование инженерных материалов, таких как АБС, поликарбонат и нейлон, композитными материалами, такими как углеродные волокна, стекловолокна и металлические зерна. Эти композитные нити — отличный способ улучшить прочность на растяжение, устойчивость к деформации, термостойкость и пригодность для печати технических материалов.
К сожалению, эти нити пропитаны до 30 процентов резаными стеклянными/углеродными волокнами и металлическими частицами. Эти добавки не только обладают высокой абразивностью, но и могут закупорить отверстия диаметром 0.4 мм. Эти материалы могут мгновенно вывести из строя форсунки из латуни и нержавеющей стали.
Как безопасно печатать композитным филаментом
Для надежной печати этими нитями вам потребуются большие сопла диаметром 0.6 мм, изготовленные из износостойких материалов, таких как карбид вольфрама, инструментальная сталь, сапфир и даже алмаз. Однако этим филаментам не хватает теплового КПД медных сопел, поэтому вам придется печатать при более высоких температурах, чем обычно для сопла. Проверять Типы 3D-печати, о которых вы не знали.
Проверить детали
Теперь, когда вы знаете, как предотвратить распространенные ошибки при обработке нити, вы стали намного ближе к беспроблемной 3D-печати. Сказав это, также стоит заплатить больше денег за более качественную нить для 3D-печати. Улучшенная гарантия качества и постоянное качество производства нити — это стоящая инвестиция, учитывая, как даже малейшее отклонение в составе нити может повлиять на качество и надежность 3D-отпечатков, которые вы пытаетесь создать. Теперь вы можете просмотреть Почему 3D-принтеры такие медленные?







